Tungsten carbide roller has characteristics of good wear resistance, high temperature red hardness, thermal fatigue resistance and thermal conductivity and high strength , have been widely used in high-speed wire rod, bar, rebar, seamless steel tubes, etc. Domestic production of tungsten carbide roller materials mostly WC- Co, WC- Co- Ni- Cr two series, and the content of Co, Co- Ni - Cr is in the range of 6wt% ~ 30wt%. From the use of perspective, tungsten carbide rollers has good mechanical properties, its flexural strength up to 2200 MPa or more, shock toughness up (4 ~ 6) × 10^6 J/ m^2, Rockwell hardness (HRA) is up to 78 to 90, widely in the high-speed wire rod rolling process, which is much higher than single-slot chilled cast steel or high speed steel rolls.Tungsten carbide is made of Tungsten Carbide Powder and binder phase (such as drilling, nickel, etc.), and then pressing and sintering, regardless of the conditions under cold rolled or hot rolled has excellent wear resistance, tungsten carbide rollers has been widely used in pre-finishing mill and finishing of high-speed wire rod currently. On the performance of tungsten carbide roller in hot-rolling wire rod , the material must meet the following requirements:
Tungsten carbide roller material design
Tungsten carbide roller category
Tungsten carbide roller production process control Carbide Roller,Carbide Ring,Mill of Rolling Line,Steel Wire Rod,Mill Rolling Finish Stand,Mill Roller Groove Type Luoyang Golden Egret Geotools Co., Ltd , https://www.xtclasercladding.com



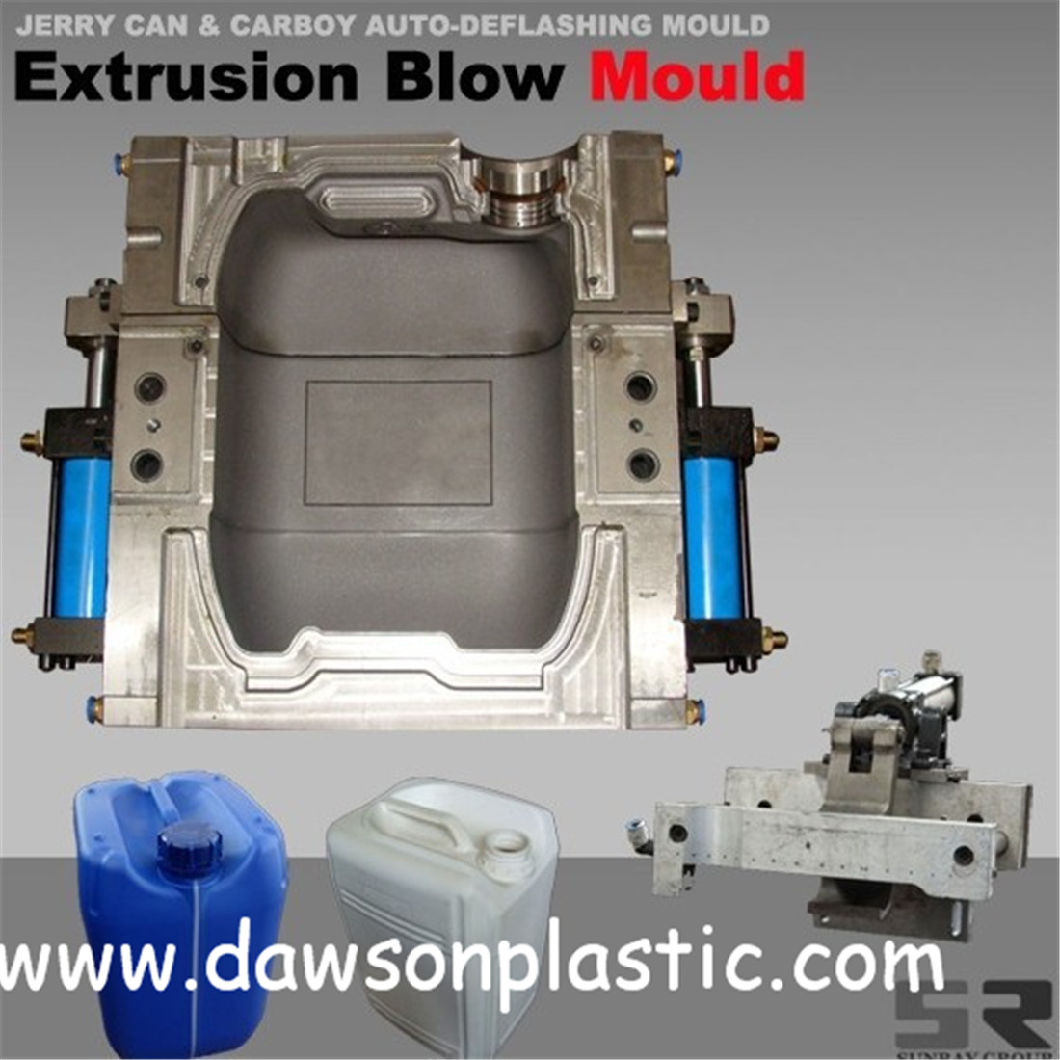

Extrusion blow mold
2. High grade quality bottle mould
3. Expert cooling system design.
4. With long life
Advantage
Skilled Language to ensure good communion
Special in exported mould, experienced in international standard
Rational mould design to extend mould life, and to get high production efficiency,
Precision Machining to fine parting line effect
Blow molding machine adopt Mitsubishi PLC of Japan as Central Processor Unit.
Mitsubishi Motor Servo system is adopted to do high speed location.
It's very easy and convenient for Human-computer interface to operate and control the machine.
It could control each running of the system in any time, automatically test malfunctions, which is convenient to maintain the machine
Â
Description
 HDPE blow mould
Â
Material
 Blow plate is in Stainless steel.
Base plate in 50# steel with Ni plating.
Â
Cavity material
 steel P20, Aluminium , S136 or Steel 2316
Â
Deflashing system
Avaialble
Treatment
Heat treatment SRC40
Mould size
 bottle volume accordingly
Â
Package
 Wooden box
Â
Delivery time
 30~40 working days
Guarantee
Min 2 million shots
Â
Â
Description
Plastic injection mould
Mould base
HASCO, DME, LKM
Tool steel
45#/50#/P20/718/H13/2738/2316/S136/NAK80 etc.
Product material
PP,PC,PE,ABS,PPR,PVC or others
Design software
Proe, CAD, UG
Runner
Hot/Cold
Cavity No.
1*N
Surface treatment
Texturing and polishing
Hot treatment
Tempering, quenching, nitriding
Gate
Side gate, direct gate, pin point gate, submarine gate
Mould life
2 million shots, Depends on material and workmanship
MOULD doff way
Doff plate, ejectors, air valves, hydraulic jar
Package
Export wooden cases
Delivery method
By sea or air
Delivery time
40-45 workingdays
Place of origin
Jiangsu China
Quality assurance
0ne year guarantee
Specification
According to customer's requirements
1. Sufficient anti-fracture strength;
2. Good abrasion resistance;
3. The smooth surface finish;
4. Excellent corrosion resistance, thermal fatigue, thermal cracking performance.
Tungsten carbide roller rings can working in bad conditions , small profile rolling (especially rebar rolling) process conditions is harsher than the high-speed wire rod, and therefore corresponds to the profile rolling ,tungsten carbide rollers recommend using high binder phase carbide.
Pre-finishing all vehicles roller should ensure its high toughness, strength, rigidity and thermal conductivity, followed before considering its wear resistance. When designing each vehicles roller, pre-finishing materials should choose carbide grades of Co, Co- Ni- Cr binder content is high (greater than or equal to 25wt%) , requiring an average WC grain size of coarse (5μm ~ 6μm), to obtain a higher shock toughness, proper strength and hardness. For the finishing of the roller movements, particularly the last two rollers of the finish rolling, which suffered load is small, and high relative velocity of the material to be pressed (80 m / min ~ 120 m / min). In this case, the wear resistance of the roller to be the most important requirements, and must ensure the strength , timpact toughness and hardness of a reasonable match, so the binder of Co / Ni content ratio and the average grain WC control of particle size and other factors must have greater control in front of different pre-finishing rolling roll.
According to the structure of tungsten carbide rollers, it can be divided into solid tungsten carbide roller and composite tungsten carbide roller. Solid tungsten carbide rollers have been widely used in pre-finishing and finishing stands high speed wire rod mill (including fixed reducing the rack, pinch roller rack). Composite tungsten carbide roller is made of cemented carbide and other materials, and it can be divided into tungsten carbide composite roll rings and solid tungsten carbide composite roller. Tungsten carbide composite roll rings mounted on the roller shaft; solid tungsten carbide composite roller will be directly cast in the roll axis to form a whole, a large load is applied to the rolling mill.
Tungsten carbide rollers produced by powder metallurgy method, the key to its process control is the chemical composition of the material and the mixture was prepared, pressed molding, sintering and deep processing and other preparation process parameters.
1. Preparation of starting material (WC focus quality): As the WC raw material and quality control of the use of different levels of quality may fluctuate, resulting in adverse effects on microstructure.
2. Preparation of the mixture: Mixture preparation is the key to the production process of the roller, the roller of failure modes - trachoma, mainly generated by this procedure.
3. Pressing: roller pressing is an important process of the roller mill.
4. Sintering: roller sintering is to determine the final quality of the roller production processes, use of advanced low-pressure sintering technology, HIP sintering technology can greatly improve the performance of roller.
5. Deep processing: deep processing rollers have a greater impact on the quality and accuracy of the roller surface.
Model NO.: Blowing Mould
Runner: Auto-Deflashing Mould
Design Software: AutoCAD
Installation: Fixed
Certification: CE
Standard: HASCO
Customized: Customized
Auto-Deflashing: Available
Mould-Testing: Yes
Cooling System: Separate Cooling System
Delivery Time: 40~45workig Days
Mould Grantee: Min 2 Million Shots
Assembling: Neck Part and Bottom Part Removable
Cavity: Single or Multiple Cavity
Applications: Bottles,Jars,Jerry Cans,Gallons,Containers
Treatment: Heat Treatment Src40~45
Tradename: Dawson
Trademark: Dawson
Transport Package: Film Packing
Specification: Blow Moulds
Origin: Zhangjiagang, Jiangsu, China
HS Code: 8480790090